تکنیک های متفاوتی در خم کاری لوله وجود دارد که هر کدام از آنها بر اساس کاربرد خم و نوع مواد، مزیت و معایب متفاوتی دارند. معمول ترین و مهم ترین تکنیک های خم کاری که از نیروی مکانیکی استفاده می کنند، عبارتند از:
1-خمکاری پرسی (Pressing Bending)
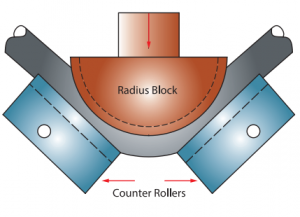
در بسیاری از موارد که شعاع خمکاری و تغییر سطح مقطع لوله از اهمیت خاصی برخوردار نیست از این روش برای خمکاری لوله استفاده می شود. بعنوان مثال می توان از بکارگیری این روش در سیستم لوله کشی شوفاژ منازل مسکونی و نیز برخی از مبلمان فلزی خانگی و اداری استفاده کرد. در این روش لوله بر روی دو غلطک (تکیه گاه،) و قالب در وسط این دو غلطک قرار می گیرد.
نیروی لازم توسط یک جک هیدرولیکی تامین می شود. دستگاههای خمکاری پرسی بعضاً به شکلی طراحی شده اند، که قادر هستند خمکاری لوله را بصورت گروهی انجام دهند.
2-خمکاری فشاری (Compression Bending)
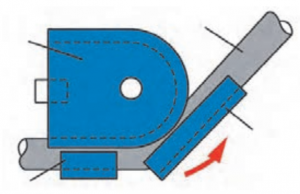
3- خمکاری کششی چرخشی (Rotary Draw Bending)
درخمکاری کششی، قالب دوران می کند. در این روش، در ابتدا لوله در محل شروع خم توسط گیره به قالب فشرده و محکم گرفته می شود. سپس هر دو با هم شروع به دوران کرده و نتیجتاً لوله به درون قالب کشیده می شود. جهت جلوگیری از تغییر فرم سطح مقطع لوله و بیضی شدن آن قالب فشاری به لوله فشرده شده و در اثر اصطکاک، به همراه لوله به جلو کشیده می شود و همواره در نقطه شروع خم در مقابل قالب قرار می گیرد و مانع از تغییر شکل لوله و بیضی شدن آن در هنگام خمکاری می گردد. به همین دلیل طول آن بایستی حداقل برابر طول خم باشد.
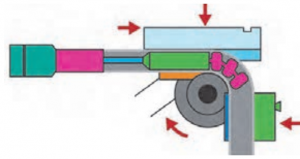
در این روش برای خمکاری لوله های با ضخامت کم از مندریل که در درون لوله قرار می گیرد، می توان استفاده کرد. مندریل موجب کنترل ابعاد هندسی و مانع از بیضی شدن لوله می شود. به عبارت دیگر با استفاده از مندریل و قالب از تغییر شکل لوله به ترتیب از طرف داخل و بیرون در حین عملیات خمکاری جلوگیری می کند. روش خمکاری کششی نسبت به خمکاری پرسی، خمکاری فشاری و خمکاری نوردی، جهت ارائه یک خم با کیفیت، بسیار مناسبتر می باشد و از این رو در بسیاری از کارخانجات تجهیزات سازی از آن استفاده می شود.
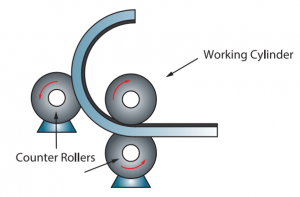
4-خمکاری سه غلتکی (۳Roll Bending)
این روش برای خم کاری لوله و سایر مقاطع با شعاع خم های بزرگ بکار گرفته می شود. در این روش لوله و یا پروفیل از میان سه غلطک عبور داده می شود. با توجه به اینکه از نظر هندسی از سه نقطه فقط یک دایره عبور می کند، لوله در حین عبور لوله از میان سه غلطک دایره شکل با قطر مشخص را به خود می گیرد.
همانطور که در شکل زیر نشان داده شده است، از سه غلطکی که در بالا به آن اشاره شده، دو غلطکی که در طرفین قرار گرفته اند بدون تغییر مکان جانبی و ثابت بوده و صرفاً حرکت دورانی دارند.
نیروی محرک برای به حرکت در آوردن لوله توسط غلطک میانی که غلطک محرک نامیده می شود، به لوله یا پروفیل اعمال می گردد. همچنین این غلطک با داشتن یک درجه آزادی و امکان حرکت در امتداد عمود بر لوله، نورد لوله و یا پروفیل با شعاع های مختلف را ممکن می سازد.